Knurled Pins are similar to grooved pins in that the diameter of the pin is expanded by pressing features into the body of the pin.
Read More >>

Read More >>
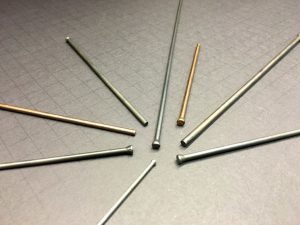
Threaded Pins are used when two pieces must be assembled and must support a load, typically a fastener.
Read More>>

Fostermation, Inc. has been a leader in the manufacturing of Terminal Pins for tubular heating elements since 1971.
Read More>>

Read More>>

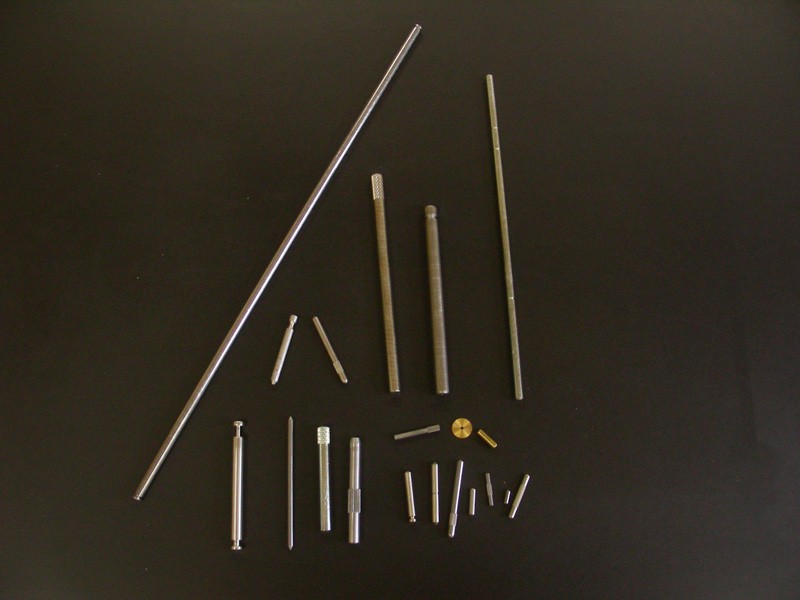
We produce straight, headed, ground and knurled configurations. Hinge pins can also be slotted or grooved to accommodate o-rings or e-rings.











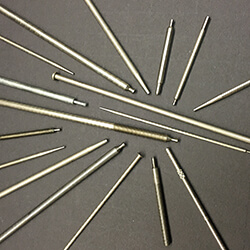 A Knurled Tooth is V-shaped and the depth of the tooth is less than the depth of a theoretical V-form. The tooth has a rounded root and crest. The relationship between the actual depth of tooth to the theoretical V varies with the pitch of the teeth. On finer pitches, the tooth is a smaller proportion of the theoretical V-depth then coarser pitches. Also, female diamond patterns have shallower tooth depth than male diamond patterns.
A Knurled Tooth is V-shaped and the depth of the tooth is less than the depth of a theoretical V-form. The tooth has a rounded root and crest. The relationship between the actual depth of tooth to the theoretical V varies with the pitch of the teeth. On finer pitches, the tooth is a smaller proportion of the theoretical V-depth then coarser pitches. Also, female diamond patterns have shallower tooth depth than male diamond patterns.



